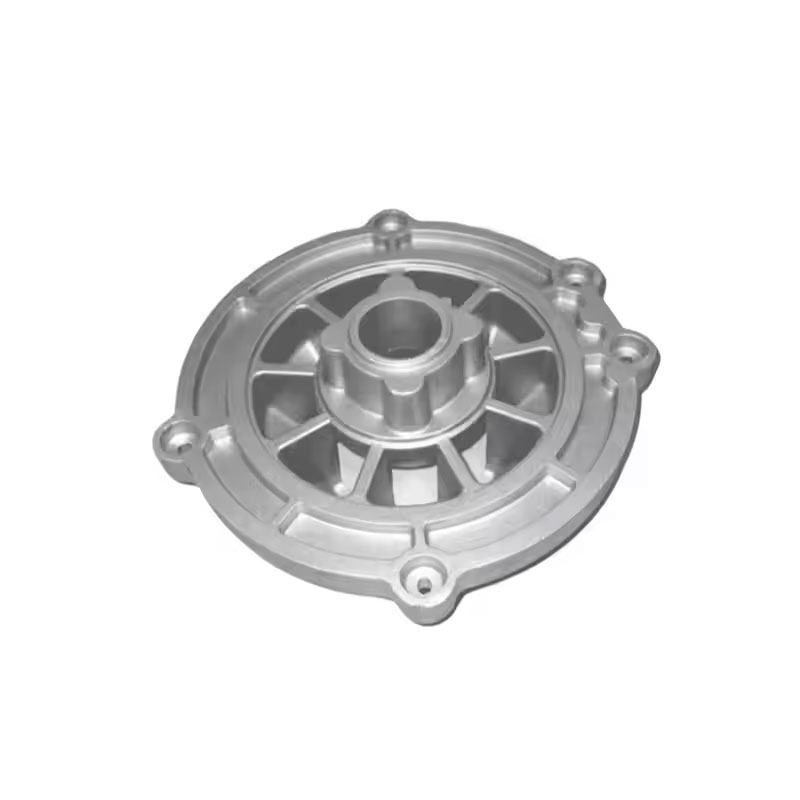
Losier, un fabricant et fournisseur basé en Chine, se spécialise dans les accessoires de boîtiers de pompe de moulage en aluminium pour moule métallique par gravité A356 haute résistance. Ces composants combinent une résistance élevée à la traction, une étanchéité à la pression et une durabilité légère. Le traitement thermique T6 et l'usinage de précision garantissent une résistance à la corrosion et des tolérances serrées pour les systèmes hydrauliques automobiles, industriels et lourds.
Les accessoires de boîtiers de pompe de moulage en aluminium pour moule métallique par gravité A356 haute résistance de Losier sont formés à l'aide de moules métalliques réutilisables avec uniquement un remplissage par gravité qui conduit à d'excellentes propriétés mécaniques. L'alliage A356 offre une bonne soudabilité et une bonne résistance à la corrosion après traitement T6. Les applications typiques incluent les cylindres de moteur, les carters de transmission, les composants d'ailes et les raccords aérospatiaux.
Précision dimensionnelle
Les moules métalliques réutilisables maintiennent une géométrie de cavité cohérente. Les pièces moulées atteignent des tolérances serrées sans injection à haute pression.
Propriétés mécaniques supérieures
Le remplissage lent et par gravité minimise le piégeage des gaz et la porosité. Les accessoires de boîtiers de pompe de moulage en aluminium pour moule métallique par gravité A356 haute résistance présentent un allongement et une résistance à la fatigue plus élevés que les moulages sous pression à haute pression.
Bonne finition de surface
La rugosité de la surface telle que coulée atteint généralement Ra 3,2 à 6,3 µm, réductible à Ra 1,6 µm avec un traitement secondaire.
Efficacité matérielle
Pas besoin de matières premières excédentaires ou de systèmes de tir à haute pression. Taux de rebut réduit et surépaisseurs d’usinage réduites.
1. Préparation du moule : préchauffer le moule métallique (150 à 260 °C) et appliquer un revêtement antiadhésif.
2. Préparation de la fonte : faire fondre les lingots A356, dégazer et maintenir à 700–750°C.
3. Versement : Verser à la louche ou par la méthode de coulée inclinée à un taux de remplissage de 0,5 à 2,0 kg/s.
4. Refroidissement : Solidifier dans le moule pendant 30 secondes à 5 minutes selon l'épaisseur de la paroi.
5. Éjection : ouvrir le moule et éjecter la pièce moulée à 300–450 °C.
6. Post-traitement : Découpage, traitement thermique T6 (solution + vieillissement), usinage CNC et inspection.
Sablage
Améliore la surface jusqu'à Ra 3,2 µm, prépare à l'adhérence du revêtement.
Finition CNC
Atteint une tolérance de 0,05 mm sur les faces d'étanchéité et les alésages de roulement.
Anodisation
revêtement en poudre – Améliore la résistance à la corrosion et l’apparence.
Tous les développements de produits chez Losier adoptent la technologie CAO, du concept à la production. Les fichiers 2D ou 3D du client sont directement importés pour la conception de moules, la simulation de déclenchement et la génération de trajectoires d'usinage. L'analyse de solidification prédit le retrait et la porosité avant la première coulée. Ce flux de travail numérique réduit les essais et garantit que chaque accessoire de boîtier de pompe de moulage en aluminium moulé par gravité A356 en métal haute résistance est conforme à la géométrie et aux exigences fonctionnelles d'origine. Les révisions sont traitées rapidement et les modifications du moule sont suivies dans le même environnement CAO.
Service à guichet unique intégré
Du développement du marché et du prototypage à la production et au support après-vente.
Flexibilité multi-processus
Coulée par gravité, coulée en sable, coulée de précision, coulée sous pression, coulée basse pression, centrifuge et continue.
Opérations secondaires internes
Soudage, découpe laser, estampage, traitement thermique, tournage/fraisage/meulage/perçage CNC et finition de surface.
Conformité
Les produits sont fabriqués selon les normes nationales et industrielles (articles non standard par dessin). Toute la R&D utilise la technologie CAO.
| Matières premières | Fer, aluminium, acier, cuivre, plastique, acier au carbone, nylon, bronze, alliage de zinc, acier inoxydable ou selon vos besoins |
| Technologie | Moule/moule à sable/gravité/moulage sous pression basse pression/moulage de précision, pièces d'usinage CNC |
| Processus de fabrication | Processus/traitement secondaire/finition de surface |
| Traitement de surface | Polissage, sablage, traitement thermique, peinture, revêtement en poudre |
| Traitement thermique | Trempe, revenu, recuit, normalisation, nitruration, cémentation |
| Équipement de traitement | Machines-outils CNC, tours, séchoirs, fraiseuses, meuleuses, etc. |
| Outils de mesure | Machines à mesurer à trois coordonnées, projecteurs, pieds à coulisse Vermeer, pieds à coulisse de profondeur, micromètres, jauges à broches, jauges à filetage, jauges de hauteur, etc. |
| Application | Équipement de communication/équipement mécanique/pièces automobiles/machines d'automatisation/équipement médical/machines industrielles/automobiles/appareils électriques/et autres industries, etc. |
| Tolérance | 0,01 mm |
| Poids | 0,01-100 kg |
| Portée du service OEM | OEM/ODM |
| Format de dessin | Étape, IGS, Étape, IGS, X_T, DWG, PDF |
| Conditionnement | Contreplaqué ou caisse en bois (selon les exigences du client) |